
- +7 (919) 304-XX-XX Показать номер

PowerTig 210 EXT Everlast Установка аргонодуговой сварки 3EV210P
252 890 ₽
Точную цену товара и информацию по городу с наличием товара, уточняйте у менеджера по телефону.
- +7 (919) 304-XX-XX Показать номер
– при доставке товара курьером;
– в офисе по адресу: г. Челябинск, Радонежская дом 6 корпус 4, оф. 202
Для выбора оплаты товара с помощью банковской карты на соответствующей странице необходимо нажать кнопку Оплата заказа банковской картой. Оплата происходит через ПАО СБЕРБАНК с использованием банковских карт следующих платёжных систем:
• МИР
• VISA
• Mastercard Worldwide
Для оплаты (ввода реквизитов Вашей карты) Вы будете перенаправлены на платёжный шлюз ПАО СБЕРБАНК. Соединение с платёжным шлюзом и передача информации осуществляется в защищённом режиме с использованием протокола шифрования SSL. В случае если Ваш банк поддерживает технологию безопасного проведения интернет-платежей Verified By Visa, MasterCard SecureCode, MIR Accept, J-Secure, для проведения платежа также может потребоваться ввод специального пароля.
По вопросам доставки: 8 919 30 48 766
В черте города до 600 рублей.
Разгрузка товара на месте приёмки осуществляется силами и за счет покупателя. В случае не возможности разгрузить товар, вызывается манипулятор за счет Покупателя по тарифам транспортной компании.
- пн-пт: с 10:00 до 17:00, перерыв: без перерыва
- сб, вс: выходной
Описание
Габариты в упаковке Д*Ш*В, см - 70х41х44Вес в упаковке, кг 40
Штрих код 4660059744643
КОД ТН ВЭД 8515391300
PowerTIG 210EXT является результатом эволюции линейки PowerTIG от everlast. На сегодня данный источник является флагманской моделью в линейке tig аппаратов. 210ext обладает большим рабочим циклом и мощностью, чем когда-либо прежде, с 60% рабочим циклом и полными 210 амперами в режимах переменного и постоянного тока. Общий пакет функций не изменился, но были внесены некоторые изменения для облегчения работы сварщику, чтобы не было скрытых меню, в которых можно было бы потеряться, а настройку можно было бы легко выполнить.
Была добавлена треугольная форма волны в режиме переменного тока, что позволяет новейшей линейке ext ещё лучше справляться со сваркой тонкого алюминия
Были улучшены параметры расширенного импульса переменного тока, а также частота переменного тока и параметры очистки. Более стабильное зажигание дуги и улучшенная работа на малых токах также являются характеристиками, которые стоит отметить на этом устройстве по сравнению с предыдущими сериями.
Итак, если вы ищете Tig инвертор с силой тока около 200А с запасом по мощности и богатыми возможностями, новый PowerTIG 210EXT может стать идеальным решением.
Особенности конструкции
-
IGBT-компоненты от мировых лидеров обеспечивают высокую производительность и надёжность
-
Микропроцессорное управление обеспечивает точное цифровое управление функциями сварки AC / DC
-
Новый, улучшенный ВЧ запуск уменьшает проблемы с обслуживанием и улучшает зажигание дуги
-
Стандартные силовые разъемы стандарта DINSE 50 обеспечивают надёжное соединение и совместимость с большинством горелок Tig и сварочных кабелей.
-
Удобная панель управления сокращает время настройки без необходимости доступа к скрытым пунктам меню.
-
Регулируемые параметры сварки мма позволяют использовать электроды серии E 6011, E7018, E7014, 309L и многие другие диаметром до 3.2 мм
-
9 программируемых ячеек памяти позволяют пользователю сохранять самые часто используемые настройки в режимах TIG и ММА
-
Функция самодиагностики помогает защитить устройство и автоматически диагностировать определенные неисправности.
-
Простота и структура электронных блоков повышает надёжность и ремонтопригодность
-
Полностью регулируемый импульс с частотой до 250 Гц для переменного тока и 500 Гц для постоянного тока позволяет контролировать тепловложение, уменьшить деформации и перегревы основных металлов.
-
Низкочастотный Импульс переменного тока до 10 Гц контролирует нагрев тонкого металла и увеличивает проплавление на более толстых изделиях
-
3 формы волны переменного тока на выбор, чтобы максимизировать эффективность сварки алюминия.
-
Дополнительная функция lift tig для работы там, где использование ВЧ зажигания ограничено или нежелательно.
-
Возможность подключение таких аксессуаров как: выносной пульт, регулятор тока на горелке и ножная педаль
-
Регулируемые в широком диапазоне параметры предварительной и пост продувки газа, стартовый и ток заварки кратера, нарастания и спада тока для полного управления параметрами сварки
Особенности управления
КОМПЛЕКТАЦИЯ
- Источник POWERTIG 210 EXT
- Горелка SuperFlex* 9 с кабелем 4м
-
Горелка SuperFlex* 26 с кабелем 4м
- Газовый редуктор
- Обратный кабель с зажимом
- Ножная педаль
- Электрододержатель с кабелем
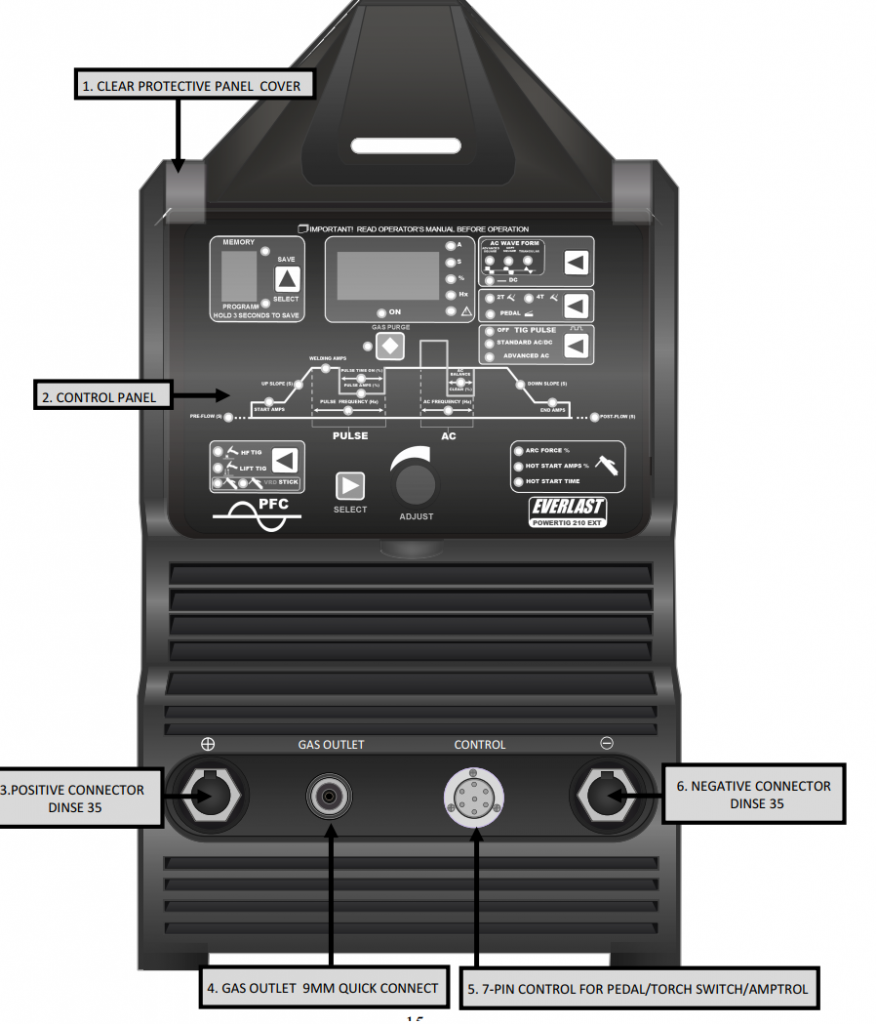
| POWERTIG 210EXT | Свойства | Описание |
| 1. Защитная крышка | - | Прозрачная откидная крышка защищает панель от повреждений. Держите закрытой во время сварочных работ. |
| 2. Главная панель управления | цифровая | Панель с полностью цифровым управлением. Позволяет настроить такие функции, как ток, импульсный режим, расширенный импульс переменного тока, функция сварки ММА, функция сварки ММА с VRD, горячий старт MMA, форсаждуги, горячий старт, выбор поджига HF/Lift в режиме TIG, управление 2T / 4T / Pedal / Amptrol и диагностика кода ошибки. |
| 3. положительная клемма + | DINSE 35 |
стандартный разъем серии 35. Для ММА: подключение электрододержателя (большинство электродов). Для TIG: рабочий зажим. |
| 4. Штуцер подключения газа к горелке | 9мм | Быстросъемный штуцер для подключения газового рукава TIG горелки. |
| 5. Контрольный разъем | 7 pin | Разъем для подключения педали, регулятора тока или клавиши горелки |
| 6. Отрицательная клемма | DINSE 35 |
стандартный разъем серии 35. Для ММА: рабочий зажим (большинство электродов). Для TIG: подключение горелки |
|
POWERTIG 210EXT |
Параметры |
Назначение |
|
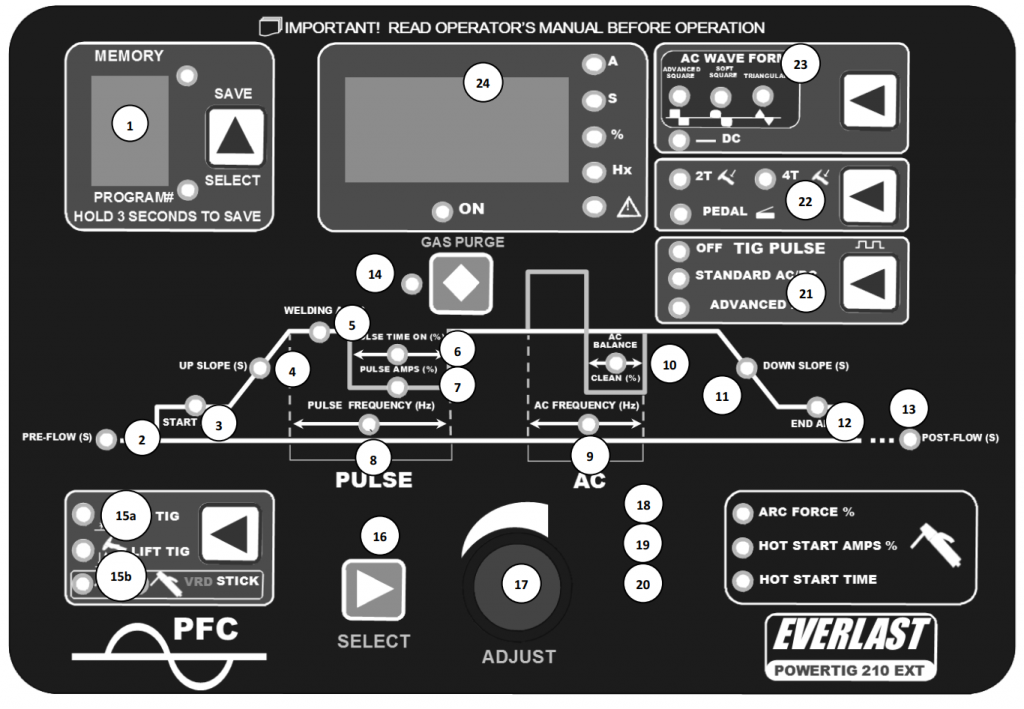
1.Ячейки памяти |
1-9 |
Устройство имеет 9 программ, которые позволяют оператору выбирать параметры, а затем сохранять настройки в выбранной ячейке памяти. Для работы используйте кнопку выбора, чтобы выбрать номер нужной программы, в которой она будет сохранена. Загорится красный индикатор выбора, указывая на то, что сварщик находится в режиме программирования. Настройте желаемые параметры сварки. После того, как все изменения параметров были сделаны, нажмите кнопку выбора и удерживайте в течение 3 секунд и отпустите. Загорится зеленый индикатор, показывая, что программа была сохранена. Примерно через 2 секунды зленный индикатор погаснет, и устройство по умолчанию вернется к красному индикатору выбора. Любые дополнительные корректировки, сделанные после этого, должны быть сохранены. |
|
2.Предварительная продувка(Pre-Flow) |
0-25 сек |
Предварительная продувка устанавливает поток газа до того, как дуга начинает работать после нажатия на клавишу горелки или педаль. Используется для продувки горелки и заполнения зоны сварки защитным газом, чтобы обеспечить стабильный розжиг дуги и защитить сварочный шов от пор. Используйте достаточное количество времени, чтобы устранить первый «плевок» аргона. (около 0,3-0,5 секунд) Предварительная продувка задерживает запуск дуги на величину установленного времени. |
|
3.Стартовый ток |
5-250А(AC/DC) |
Устанавливает сварочный ток в начале сварки в режимах 2Т/4Т, режиме педали или внешнего пульта. Позволяет запускать дугу с другим значением, отличным от выбранного максимального или минимального сварочного тока при использовании переключателя горелки, ножной педали или ручного регулятора. Типично используется для создания сварочной ванны быстрее / медленнее. Когда используется педаль, этозначение обычно устанавливается на минимум (5 ампер). Тем не менее, стартовый ток может быть использован для создания «горячего» старт TIG с помощью педали или для улучшения запуска дуги. |
|
4.Время нарастания тока(Upslope) |
0-25 сек |
Время нарастания сварочного тока от значения стартового до установленного тока сварки. При использовании педали оптимально установить значение в 0 |
|
5.Сварочный ток |
AC: 5-210А DC: 3-210A |
Устанавливает необходимый для сварки ток. При использовании педали, либо выносного регулятора устанавливает максимальный ток. |
|
6.Длительность импульса |
5-100% от установленного сварочного тока |
Определяет соотношение по времени между током импульса и базовым током. Эту функцию можно использовать для увеличения или уменьшения амплитуды импульса, чтобы помочь управлять подводом тепла в сварочную ванну. Действует одинаково как в стандартном, так и в расширенном импульсном режимах переменного тока. |
|
7.Ток импульса(%) |
3-100% от сварочного тока |
Регулирует нижнее значение (базовый ток) тока в течение импульса в процентах от сварочного тока. В расширенном режиме (Advanced AC Pulse) устанавливает нижнее значение постоянного тока.
|
|
8.Частота импульсов |
DC:0.1-500 Hz AC Advanced Square.:0.1-250Hz AC Soft Square: 0.1-10 Hz AC Triangular: 0.1-10 Hz Advanced AC Pulse: 0.1-10 Hz |
Низкие частоты импульсов идеальны для добавления присадочного металла.Это помогает улучшить внешний вид и однородность. Более высокие частоты импульсов полезны для сварки швов и кромок тонкого материала. Также это полезно для общего контроля подводимой теплоты для более толстых металлов. Более высокие частоты импульсов очень полезны для автоматизированных процессов сварки. ВНИМАНИЕ: СВАРКА ПРИ ВЫСОКИХ ЧАСТОТАХ УВЕЛИЧИВАЕТ УРОВЕНЬ ШУМА. НАСТОЯТЕЛЬНО РЕКОМЕНДУЕТСЯ ИСПОЛЬЗОВАТЬ ЗАЩИТУ!
В расширенном режиме функция частоты по существу одинакова и представляет собой количество моментов в секунду, которое сварщик полностью циклически переключает между переменным током (амплитуды сварки / пиковый ток) и постоянным током (импульсные амперы / базовый ток).
|
|
9.Частота переменного тока |
20-250 Hz |
При увеличении частоты переменного тока увеличивается фокусировка дуги. Идеальный диапазон регулировки обычно составляет 100-150 Гц. Низкие частоты будут расширять и смягчать дугу и снижать уровень контроля. ВНИМАНИЕ: СВАРКА ПРИ ВЫСОКИХ ЧАСТОТАХ УВЕЛИЧИВАЕТ УРОВЕНЬ ШУМА. НАСТОЯТЕЛЬНО РЕКОМЕНДУЕТСЯ ИСПОЛЬЗОВАТЬ ЗАЩИТУ!
|
|
10.Баланс переменного тока |
5-90% |
Определяет в процентном соотношении время в течении которого на электроде напряжение положительной полярности в течении одного периода переменного тока. Данный параметр необходим для настройки снятия оксидной пленки(очистки)\проплавления при сварке алюминия и его сплавов. Слишком большое значение приводит к перегреву и образованию шарика на конце электрода. Слишком маленькое значение приводит к недостаточной очистке и загрязнению сварочного шва. Проще говоря, по мере увеличения значения будет происходить большая очистка, но будет достигаться меньшее проплавление.
|
|
11.Спад тока(Downslope) |
0-25 сек |
Время спада сварочного тока от значения тока сварки до тока завершения. При использовании педали оптимально установить значение в 0. Удобно использовать в режиме 2Т для ручного контроля тепловложения в сварочную ванну. |
|
12.Ток завершения сварки |
AC: 5-250 A DC: 3-250 A |
Устанавливает конечный или минимальный ток до прекращения дуги. Используется для заварки кратерав конце сварного шва и предотвращение трещин. При использовании ножной педали это значение должно быть установлено на самое низкое значение (3 для постоянного тока; 5 для переменного тока) |
|
13.Продувка после сварки |
0-50 сек |
Определяет время в течении которого защитный газ продолжает поступать после окончания сварки. Используйте 1-2 секунды продувки для каждых 10 ампер. |
|
14.Продувка газа |
|
Клавиша для ручной продувки газовой магистрали |
|
15а. Клавиша выбора режимов HF TIG/ Lif TIG/Stick/ VRD |
|
Выбирает режим TIG или ММА. Также выбирается тип запуска TIG. Селектор процесса предлагает выбор Lift Tig (только для постоянного тока), который требует контакта с металлом для поджига дуги, и высокочастотный запуск HF TIG , который обеспечивает бесконтактный запуск дуги (для переменного и постоянного тока).
|
|
15b. Клавишавыборарежима HF TIG/ Lif TIG/Stick/ VRD |
|
Выбор режима ММА или ММА с VRD. Устройства снижения напряжения (VRD) требуются в некоторых ситуациях для снижения риска поражения электрическим током.
VRD снижает напряжение холостого хода (OCV) до 20 вольт (± 3 В) для более безопасной работы.
VRD может сделать розжиг более сложным и требует хорошего контакта с металлом, чтобы начать сварку. Ржавые металлы или окрашенные поверхности могут усложнить запуск из-за слишком высокого значения сопротивления. При использовании режима VRD можно заметить небольшую задержку запуска дуги. |
|
16.Клавиша выбора параметров |
|
Кнопочный селектор используется для выбора настраиваемого параметра сварки |
|
17.Регулятор параметров |
|
Предназначен для настройки значений сварочных параметров. Скорость регулировки можно увеличить, если при вращении нажать на ручку регулятора |
|
18.Форсаж дуги |
0-100% |
Опция сварочного аппарата, обеспечивающая стабилизацию дуги за счет увеличения сварочного тока в тот момент, когда капля расплавленного металла отделяется от электрода и переходит в сварочную ванну. Она существенно сокращает вероятность непреднамеренного обрыва дуги и прилипания электрода к поверхности металла, что позволяет получить более качественный непрерывный сварочный шов.
|
Остались вопросы?





